歡迎光臨蕪湖三江高頻焊管有限公司網(wǎng)站!
<strike id="4g0yw"></strike>
18949568948
 不銹鋼焊管三大焊接工藝介紹
不銹鋼焊管三大焊接工藝介紹
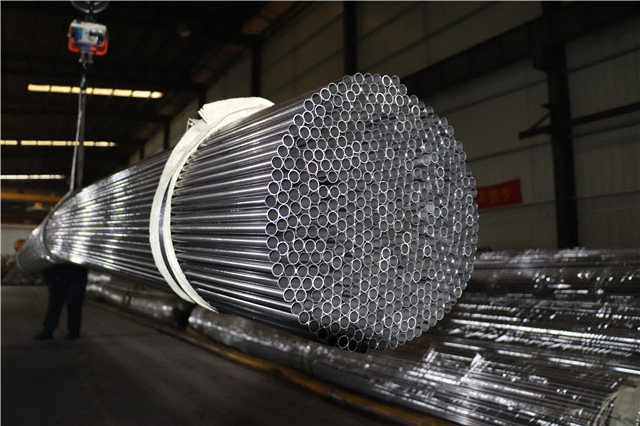
目前,工業(yè)上使用的不銹鋼焊管的焊接方法主要有氬弧焊、高頻焊、等離子焊和激光焊。幾種焊接方法各有特點(diǎn),氬弧焊和高頻焊是目前應(yīng)用比較廣泛的。下面我們一起來(lái)看看焊管的幾種焊接技術(shù)。...
 焊接操作注意事項(xiàng)
焊接操作注意事項(xiàng)
焊機(jī)在使用過(guò)程中不允許超載,否則會(huì)過(guò)熱燒毀焊機(jī)或引起火災(zāi);超載造成絕緣損壞,也可能造成漏電和觸電事故。讓我們來(lái)看看焊接操作中的注意事項(xiàng)。...
 高頻焊管常見缺陷及預(yù)防措施介紹
高頻焊管常見缺陷及預(yù)防措施介紹
高頻焊管在生產(chǎn)過(guò)程中的缺陷可能是由各種因素引起的,包括夾雜物.預(yù)弧.如何預(yù)防融合不足等缺陷?讓我們繼續(xù)往下看。...
 焊管焊接工藝控制
焊管焊接工藝控制
鍍鋅鋼的焊前準(zhǔn)備與普通低碳鋼相同。需要注意的是,坡口尺寸和附近的鍍鋅層應(yīng)仔細(xì)處理。為了焊接,坡口尺寸應(yīng)合適,一般為60~65°,有一定的間隙,一般為1.5~2.5mm;為減少鋅對(duì)焊縫的滲透,在焊前,可將坡口內(nèi)的鍍鋅層清除后再焊。...
 焊管的生產(chǎn)工藝
焊管的生產(chǎn)工藝
直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高,成本低,發(fā)展迅速。螺旋焊管的強(qiáng)度一般高于直縫焊管。它可以用較窄的坯料生產(chǎn)管徑較大的焊管,也可以用相同寬度的坯料生產(chǎn)不同直徑的焊管。但與相同長(zhǎng)度的直縫管相比,焊縫長(zhǎng)度增加了30~100%,生產(chǎn)速度低。...
 焊管的操作特點(diǎn)
焊管的操作特點(diǎn)
直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高,成本低,發(fā)展迅速。螺旋焊管的強(qiáng)度一般高于直縫焊管。它可以用較窄的坯料生產(chǎn)管徑較大的焊管,也可以用相同寬度的坯料生產(chǎn)不同直徑的焊管。但與相同長(zhǎng)度的直縫管相比,焊縫長(zhǎng)度增加了30~100%,生產(chǎn)速度低。...
NEWS


掃一掃 關(guān)注手機(jī)站




 在線客服
在線客服
